Наплавочные материалы Castolin для защиты оборудования от ударно-абразивного износа

Наплавочные материалы Castolin для защиты оборудования от ударно-абразивного износа
Вследствие истирания рабочей поверхности, деталь теряет форму и геометрию, уменьшается производительность.
Удары вызывают усталость металла и приводят к выкрашиванию поверхностного слоя.
Прочность со средней твердостью являются ключевыми свойствами, необходимыми для защиты от абразивного износа и ударных нагрузок. Такие наплавочные материалы должны обладать рядом ключевых свойств, обеспечивающих высокую износостойкость и прочность покрытия.
Создание и выбор наплавочных материалов для защиты от ударно-абразивного износа, это почти всегда компромиссный выбор между сплавами обладающими высокой стойкостью к истиранию и ударостойкостью. Так, например, сплавы с аустенитной структурой обладают высокой пластичностью и устойчивостью к ударным нагрузкам, но при этом имеют низкую твердость, что не позволяет эффективно противостоять абразивному износу. И наоборот, твердые мартенситные сплавы с высоким содержанием карбидов, превосходно сопротивляются абразивному износу, но при ударах могут выкрашиваться и растрескиваться.
Основные свойства наплавочных материалов, предназначенных для защиты от ударно-абразивного износа
- Высокая твердость. Для эффективной защиты от абразивного износа твердость наплавленного покрытия должна быть выше 50HRC.
- Ударная вязкость - должна быть на достаточно высоком уровне, чтобы обеспечить устойчивость к динамическим нагрузкам без растрескивания.
- Износостойкость - в большей степени зависит от содержания в наплавленном слое твердых фаз (карбиды, бориды, нитриды, мартенсит)
Основные параметры, влияющие на свойства наплавленного металла
1. Образование твердых фаз
В наплавленном слое зависит от химического состава проволоки, режимов наплавки и условий охлаждения. Эти фазы определяют твердость, износостойкость и ударную вязкость покрытия.
Основные твердые фазы в наплавленном слое:
1. Аустенит (остаточный или легированный)
Образование: При высоком содержании никеля (Ni) или марганца (Mn).
Свойства: Пластичность, ударная вязкость, но низкая твердость (~200-300 HV).
2. Мартенсит
Образуется в следствие быстрого охлаждения аустенита (γ-Fe) с высоким содержанием углерода и легирующих элементов (Cr, Mn, Ni).
Свойства: высокая твердость (50-65 HRC), но хрупкость, склонен к образованию трещин.
Где встречается: в высокоуглеродистых и высокохромистых наплавочных материалах.
3. Карбиды
Карбиды - ключевой фактор, влияющий на стойкость наплавленного покрытия к абразивному износу. Твердость карбидов, их форма, плотность и равномерное распределение в наплавленном слое, прямо пропорционально влияют на стойкость к абразивному износу. Карбиды образуются в следствие кристаллизации расплавленного металла при условии высокого содержания углерода и достаточного легирования Cr, Nb, V, Ti.
Основные типы карбидов:
- Карбиды хрома (Cr₇C₃, Cr₂₃C₆), твердость 1300-1800HV. Повышают износостойкость, но снижают ударную вязкость.
- Карбид вольфрама (WC, W₂C), твердость 1800-2400HV, обеспечивают максимальную износостойкость, используется в композитных материалах (порошковые проволоки, наплавочные порошки, электроды)
- Карбид ванадия (VC, V₄C₃), твердость 2800-3200HV, повышает износостойкость в т.ч. при высоких температурах.
- Карбид ниобия (NbC), твердость 2500-2900HV, повышает износостойкость, ниобий является один из самых сильных карбидообразующих элементов, даже небольшое легирование ниобием значительно увеличивает стойкость к износу.
- Карбид титана (TiC), твердость 2800-3200HV, повышает износостойкость, уменьшает коэф.трения, не подвержен разрушению и окислению при высоких температурах вплоть до 1100гр.С
2. Режимы наплавки
- Скорость охлаждения: быстрое охлаждение → больше мартенсита, медленное → перлит или аустенит.
- Температура предварительного подогрева: предотвращает образованию трещин при наплавке на высокоуглеродистые стали.
3. Термическая обработка после наплавки
- Отпуск: Снижает напряжение, повышает ударную вязкость.
Примеры наплавочных материалов от Castolin
EnDotec DO*327
Порошковая наплавочная проволока создана на основе железа со сбалансированным легированием углерода, хрома, ниобия и ванадия.
Наплавленный слой имеет мартенситную структуру с остаточным аустенитом, что позволяет получить после наплавки достаточно высокую твердость (58HRC), но при этом покрытие трещиностойкое и может противостоять достаточно сильным ударам без выкрашивания. Образующиеся в наплавленном слое карбиды хрома и ниобия, эффективно противостоят абразивному износу, но их содержание и распределение сбалансированы таким образом, что не создают излишние напряжение в защитном слое.
Teromatec 4923
Во время наплавки самозащитной порошковой наплавочной проволокой формируется уникальная микроструктура с мелкодисперсными карбидами титана, равномерно распределёнными в прочной мартенситной матрице.
Твердость матрицы составляет 53-55HRC, что достаточно для защиты от истирания, но не настолько высокая, что бы приводило к образованию трещин под воздействием сильных ударов. Основную защиту от абразивного износа обеспечивают карбиды титана, которые обладают уникальными свойствами: во-первых, очень высокая твердость (2800HV), которая превышает твердость подавляющего большинства минеральных абразивных частиц, во-вторых, размер карбидов настолько мал, что не может создать значимое напряжение в твердой закаленной мартенситной матрице, что позволяет выдерживает сильные удары без трещин и выкрашивания.
Примеры применения
1. Цементный завод. Восстановление роллер-пресса.
Ролики весом более 3 тонн выполняют дробление сырья на цементном заводе. В процессе работы поверхность роликов подвергается абразивному износу в условиях сильного давления и ударов.
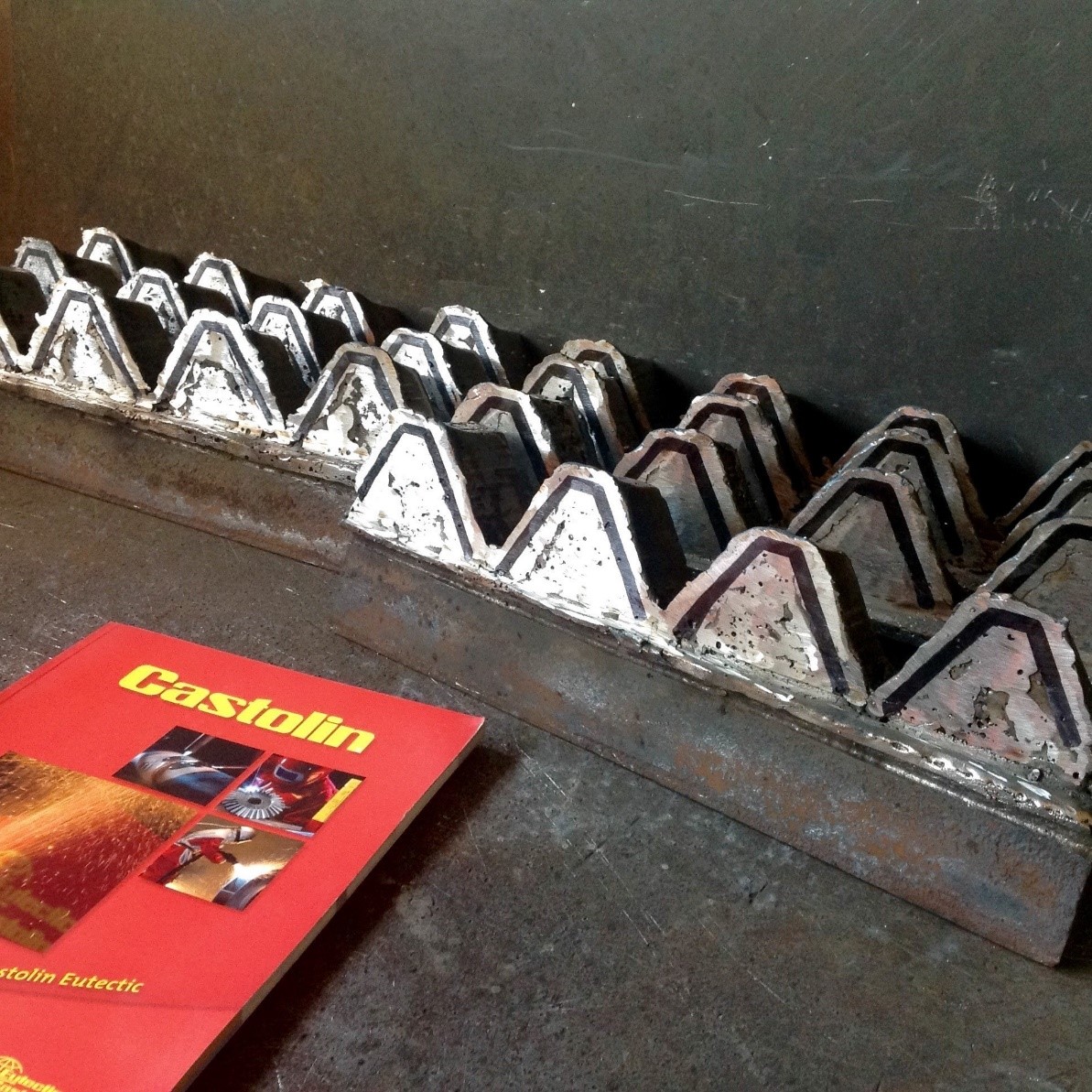
Для восстановления рабочей поверхности роллер-прессов была применена наплавка порошковой проволокой Teromatec 4923, этой же проволокой на поверхности ролика была выполнена наплавка шевронов. Вся работа выполнялась в автоматическом режиме.
В дальнейшем в процессе работы роллер-пресса трещин и сколов выявлено не было.

Фотография ролика после восстановления и защитной наплавки.
2. Добыча. Карьер. Молотковая дробилка
Дробилка по измельчению известняка состоит из 48 молотков, которые в процессе работу подвергаются воздействию сильных ударов и абразивно-эрозионного износа. Обычно молотки достигают критического состояния через 5-6 месяцев работы и меняются на новые.
В процессе испытаний многих вариантов наплавочных материалов было экспериментально установлено, что молотки, наплавленные проволокой Teromatec 4923, обладают большим ресурсом работы, меньше всех изнашиваются в процессе работы.


Фотография наплавленного молотка с помощью проволоки Teromatec 4923
3. Переработка отходов. Установка по измельчению шин.
Ротор измельчителя состоит из 15 сменных ножей (размер одного ножа 600 х 50мм). В процессе работы сменные ножи истираются. Ресурс ножей, изготовленных из низколегированной закаленной стали, составлял примерно 300-400 тонн измельченных шин.
Наилучшим решением по значительному увеличению ресурса ножей была наплавка порошковой проволокой EnDotec DO*327.
Ресурс ножей после наплавки составил 1000 тонн.

Заготовка ножей перед наплавкой

Внешний вид ножей после наплавки проволокой DO*327
Ножи после механической заточки. Обработка проводилась с помощью ручного шлифовального инструмента.